歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860








貨架焊管CO2 氣體保護焊是明弧操作,熔池的可見(jiàn)度好,容易掌握熔池的變化,可以直接觀(guān)察到電弧擊穿的熔孔,能夠控制熔孔的大小并且保持一致,在這方面要比手工電弧焊優(yōu)越的多。另外,焊接時(shí)接頭少,不易產(chǎn)生缺陷,但操作不當也容易產(chǎn)生缺陷。所以,操作時(shí)應特別引起注意。
在短路過(guò)渡的情況下,電弧電壓增加則弧長(cháng)增加。電弧電壓過(guò)低時(shí),焊絲將插入熔池,電弧變得不穩定。所以電弧電壓一定要選擇合適,通常焊接電流小,則電弧電壓低;電流大,則電弧電壓高。
當焊絲直徑、焊接電流和電壓為定值時(shí),熔深、熔寬及余高隨著(zhù)焊接速度的增大而減小。如果焊接速度過(guò)快,南京貨架焊管,容易使氣體的保護作用受到破壞,焊縫冷卻的速度太快,焊縫成形不好;焊接速度太慢,焊縫的寬度顯著(zhù)增大,熔池的熱量過(guò)分集中,容易燒穿或產(chǎn)生焊瘤。

貨架焊管生產(chǎn)工藝簡(jiǎn)單,貨架焊管生產(chǎn)廠(chǎng)家,生產(chǎn)校率高,品種規格多,設備資少,但一般強度低于無(wú)縫鋼管。隨著(zhù)帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術(shù)的進(jìn)步,焊縫質(zhì)量不斷提高,焊接鋼管的品種規格日益增多,并在越來(lái)越多的領(lǐng)域代替了無(wú)縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)校率高,貨架焊管加工,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的貨架焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的貨架焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的貨架焊管大都采用直縫焊,大口徑貨架焊管則大多采用螺旋焊。
直縫焊管,用熱軋或冷軋鋼板或鋼帶卷焊制成的鋼管在焊接設備上進(jìn)行直縫焊接得到的管子都叫直縫焊管。(由于鋼管的焊接處成一條直線(xiàn)故而得名)。
產(chǎn)品廣泛應用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農業(yè)灌溉、城市建設,是我國開(kāi)發(fā)的二十個(gè)重點(diǎn)產(chǎn)品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。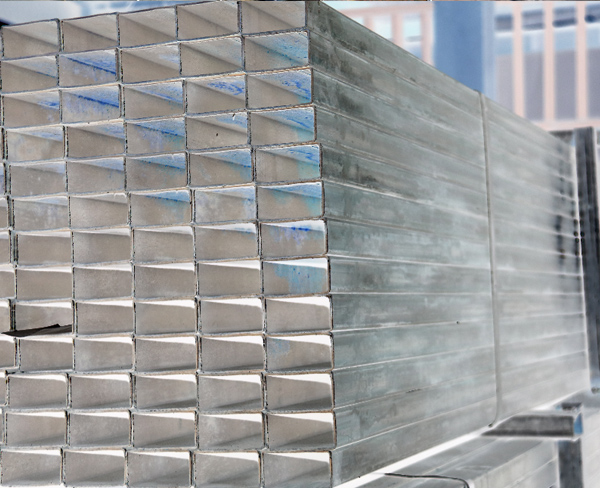

馬鞍山華科小編告訴大家貨架焊管壓傷的特征、原因及防止方法
1、特征
(1)沿長(cháng)度方向周期性壓傷;
(2)非周期性的局部壓傷;
(3)沿長(cháng)度方向的貫通性壓傷。
(4)壓傷深度超過(guò)壁厚負偏差的,為廢品缺隱。
2、產(chǎn)生原因
(1)輥子,產(chǎn)生周期性壓傷;
(2)輥子調整不當,貨架焊管公司,中心錯位,產(chǎn)生貫性壓傷;
(3)毛刺被帶進(jìn)定徑輥中,易造成管面局部壓傷;
(4)軋輥輥面粘有結物,造成周期性壓傷。
3、防止方法
(1)軋輥要及時(shí)更換;
(2)正確調整軋輥,使之不錯位、不偏心;
(3)處理事故時(shí),注意焊渣、焊瘤粘到輥面上;
(4)正確使用毛刺打斷輥,嚴禁毛刺帶進(jìn)冷卻水套中。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com