歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







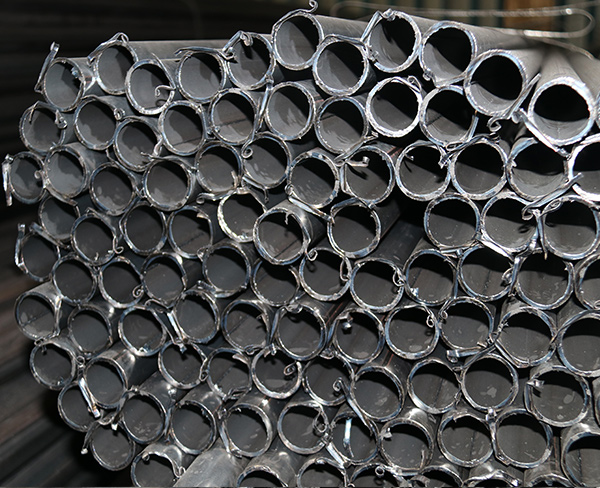
隨著(zhù)社會(huì )的發(fā)展經(jīng)濟的進(jìn)步,鍍鋅管、紫銅管等等都將被不銹鋼焊管取代,不銹鋼焊管憑借良好的耐腐蝕性、延展性在各行各業(yè)中被得到廣泛的應用。
1、201材質(zhì)不銹鋼焊管耐腐蝕性能一般,大多是裝飾用管,像不銹鋼護欄、不銹鋼扶手、不銹鋼防盜窗等等基本上都是201材質(zhì)的。
2、304不銹鋼焊管耐腐蝕性能強,耐熱、低溫性強,基本用于裝飾和機械用管,由于它耐腐蝕性強一些沿海地區基本會(huì )用304不銹鋼焊管來(lái)做扶手、護欄、防盜窗以及大門(mén)這類(lèi)裝飾用管,而它的耐熱性強也塑造了它的深加工性能,像沖床、彎圓基本都要選擇304不銹鋼焊管。
3、316不銹鋼焊管的耐腐蝕性比304好,且耐高溫性也比304好,一般用于機械用管,像一些鍋爐、高溫處理機械配件、航空、軸承、化工等行業(yè)。



不銹鋼焊管的質(zhì)量受多種因素的影響,生產(chǎn)、保存、運輸過(guò)程都會(huì )影響到不銹鋼焊管的質(zhì)量,還有重要的一點(diǎn)就是原材料也會(huì )影響不銹鋼焊管的質(zhì)量。
一、鋼帶的力學(xué)性能對鋼管質(zhì)量的影響焊接鋼管常用的鋼種為碳素結構鋼,鋼帶屈服點(diǎn)和抗拉強度過(guò)高,將形成鋼帶的成型艱難,特別是管壁較厚時(shí),資料的回彈力大,鋼管在焊接時(shí)存在較大的變形應力,焊縫簡(jiǎn)單發(fā)生裂縫。
二、鋼帶外表缺點(diǎn)對鋼管質(zhì)量的影響鋼帶外表缺點(diǎn)多見(jiàn)的有鐮刀彎、波浪形、縱剪啃邊等幾種。鋼帶的啃邊,不時(shí)呈現局部缺肉,使鋼帶在焊接時(shí)易發(fā)生裂紋、裂縫而影響焊縫質(zhì)量的穩定性。
三、鋼材內部存在著(zhù)夾層、雜質(zhì)等缺點(diǎn),也是影響不銹鋼焊管質(zhì)量的一個(gè)重要因素。因而,在鋼帶焊接前,要查看每卷鋼帶的外表再質(zhì)量和幾何尺度,對鋼帶質(zhì)量不符合規范請求的,不要進(jìn)行出產(chǎn),避免形成不必要的損失。


不銹鋼焊管在焊接的過(guò)程中可能會(huì )出現很多問(wèn)題,比如說(shuō):咬邊、氣孔、未熔合、裂紋等等。
不銹鋼焊管裂紋按其產(chǎn)生的溫度和時(shí)間的不同可分為冷裂紋、熱裂紋和再熱裂紋。
1、熱裂紋
是指在焊接過(guò)程中,焊縫和熱影響區金屬冷卻到固相線(xiàn)附近的高溫區間所產(chǎn)生的焊接裂紋。
防止措施:嚴格地控制不銹鋼焊接管及焊接材料的硫、磷等有害雜質(zhì)的含量,降低熱裂紋的敏感性;調節焊縫金屬的化學(xué)成分,改善焊縫組織,細化晶粒,提高塑性,減少或分散偏析程度;采用堿性焊接材料,降低焊縫中雜質(zhì)的含量,改善偏析程度。
2、冷裂紋
是指焊接接頭冷卻到較低溫度下(對于鋼來(lái)說(shuō)在M。溫度以下)產(chǎn)生的裂紋稱(chēng)為冷裂紋。
防止措施:選用低氫型焊接材料,使用前嚴格按照說(shuō)明書(shū)的規定進(jìn)行烘焙;焊前清除焊件上的油污、水分,減少焊縫中氫的含量;選擇合理的焊接工藝參數和熱輸入,減少焊縫的淬硬傾向焊后立即進(jìn)行消氫處理,使氫從焊接接頭中逸出;
3、再熱裂紋
是指焊后,不銹鋼焊管在一定溫度范圍內再次進(jìn)行加熱(消除應力熱處理或其他加熱過(guò)程)而產(chǎn)生的裂紋叫做再熱裂紋。
防止措施:在滿(mǎn)足設計要求的前提下,選擇低強度的焊接材料,使焊縫強度低于母材,應力在焊縫中松弛,避免熱影響區產(chǎn)生裂紋;盡量減少焊接殘余應力和應力集中;控制焊管焊接熱輸入,合理地選擇預熱和熱處理溫度,盡可能地避開(kāi)敏感區。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com